



Pehmoleluilla on omat ainutlaatuiset menetelmänsä ja standardinsa teknologiassa ja tuotantomenetelmissä. Vain ymmärtämällä ja noudattamalla tarkasti sen teknologiaa voimme tuottaa korkealaatuisia pehmoleluja. Suurten runkojen näkökulmasta pehmolelujen käsittely jaetaan pääasiassa kolmeen osaan: leikkaamiseen, ompeluun ja viimeistelyyn.
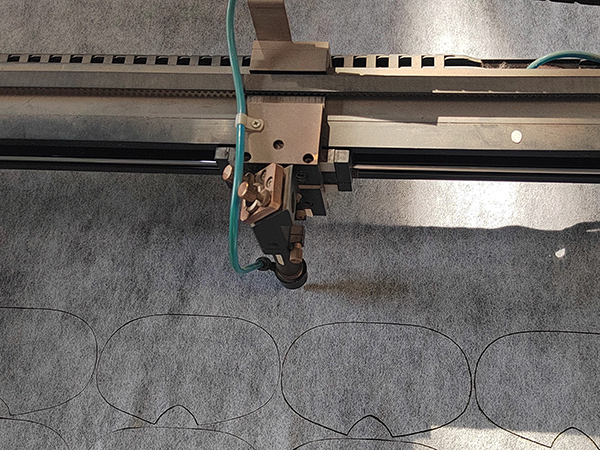
Seuraavat kolme osaa selittävät seuraavat asiat: ensinnäkin leikkaaminen. Perinteisiin leikkausmenetelmiin kuuluvat pääasiassa kuumaleikkaus ja kylmäleikkaus. Nyt jotkut tehtaat ovat alkaneet käyttää laserleikkausta. Erilaisia kankaita voidaan räätälöidä erilaisten leikkausmenetelmien mukaan. Kylmäleikkaus ei käytä ainoastaan teräksisiä hiomatyökaluja ja puristimia lelukankaiden prässäämiseen, vaan se soveltuu myös ohuempien kankaiden monikerroksiseen leikkaamiseen erittäin tehokkaasti. Lämpöleikkaus on kipsilevystä ja kuumasulakkeesta valmistettu levymuotti. Virran kytkemisen jälkeen leikattu lelukangas puhalletaan. Tämä lämpöleikkausmenetelmä sopii paremmin paksuille kemiallisille kuitutyypeille, eikä monikerroksinen leikkaus ole sallittua. Leikkauksessa on kiinnitettävä huomiota hiusten suuntaan, värieroon ja lelukankaan palojen määrään. Leikkauksen on oltava tieteellisesti suunniteltu, mikä voi säästää paljon kangasta ja välttää tarpeetonta jätettä.
2. Ompeleminen
Tässä ompelun vaiheessa leikataan lelun leikatut osat yhteen lelun perusmuodon muodostamiseksi, jotta myöhempi täyttö ja viimeistely helpottuu ja lopulta tuote on valmis. Kaikki tuotantolinjalla tietävät, että ompeluprosessissa ompelukoon ja merkintäpisteiden kohdistus on erittäin tärkeää. Useimpien lelujen liitoskoko on 5 mm, ja joissakin pienissä leluissa voidaan käyttää 3 mm:n saumoja. Jos pistokoko on erilainen, se ilmenee. Epämuodostumia tai epäsymmetriaa, kuten vasemman jalan koko on erilainen kuin oikean jalan koko. Jos merkittyjen pisteiden ompelu ei ole linjassa, se ilmenee, kuten raajan vääristymiä, kasvojen muotoa jne. Erilaisia lelukankaita tulisi käyttää erilaisilla neuloilla ja neulalevyillä. Ohuemmissa kankaissa käytetään enimmäkseen 12–14 tuuman ompelukoneen neuloja ja silmukkaneulalevyjä. Paksuissa kankaissa käytetään yleensä 16–18 tuuman neuloja ja suuria silmukkalevyjä. Kiinnitä aina huomiota siihen, että ompelun aikana ei saa näkyä hyppyjä. Säädä pistokoodia erikokoisille leluille ja kiinnitä huomiota piston eheyteen. Ompeleen lähtöasennon tulisi olla sellainen, että se on neulan takana ja ettei ompele avautu. Lelujen ompeluprosessissa ompelutiimin laadunvalvonta, kokoonpanolinjan järkevä sijoittelu ja aputyöntekijöiden tehokas käyttö ovat avainasemassa tehokkuuden ja tiukan laadun parantamisessa. Ompelukoneiden säännöllistä öljyämistä, puhdistusta ja huoltoa ei pidä unohtaa.

3. Valmistumisen jälkeen
Prosessin ja laitteiden tyypin suhteen viimeistelyprosessi on suhteellisen monimutkainen. Valmistumisen jälkeen on leimaus, sorvaus, täyttö, saumaus, pintakäsittely, muotoilu, puhallus, langanleikkaus, neulan tarkastus, pakkaus jne. Laitteisiin kuuluvat ilmakompressori, lävistyskone, karstauskone, puuvillan täyttökone, neulanilmaisin, hiustenkuivaaja jne. Kiinnitä huomiota silmän malliin ja spesifikaatioon porattaessa. Silmän ja nenän kireys ja tiiviys on testattava. Täytettäessä kiinnitä huomiota täyteosien täyteen, symmetriaan ja asentoon ja punnita jokainen tuote punnitustyökalulla. Jotkut lelujen saumat ovat takana. Tiivistämistä varten kiinnitä huomiota nastojen kokoon ja kahdenväliseen symmetriaan. Ompelemisen jälkeen ei näy selviä neulan ja langan jälkiä, varsinkin joidenkin lyhytnukkaisten kuumien ohuiden materiaalien kohdalla, liitokset eivät saa olla liian suuria. Pehmolelujen viehätys keskittyy usein kasvoihin, joten kasvojen manuaalinen ja huolellinen käsittely, kuten kasvojen kiinnitys, leikkaaminen, nenän manuaalinen kirjonta jne., on erittäin tärkeää. Laadukkaan pehmolelun on viimeisteltävä muoto, poistettava lanka, yhdistettävä hiukset, tarkistettava ja pakattava neula. Monia jälkikäsittelytyöntekijöitä, joilla on monien vuosien kokemus, voidaan kutsua modifiointimestareiksi, ja he voivat muokata joitakin edellisen prosessin ongelmia. Siksi kokeneet vanhat työntekijät ovat tehtaan arvokas rikkaus.

Julkaisun aika: 22.7.2022